 Robot Linear track
Robot Linear track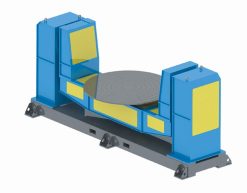 Robot welding Positioner
Robot welding Positioner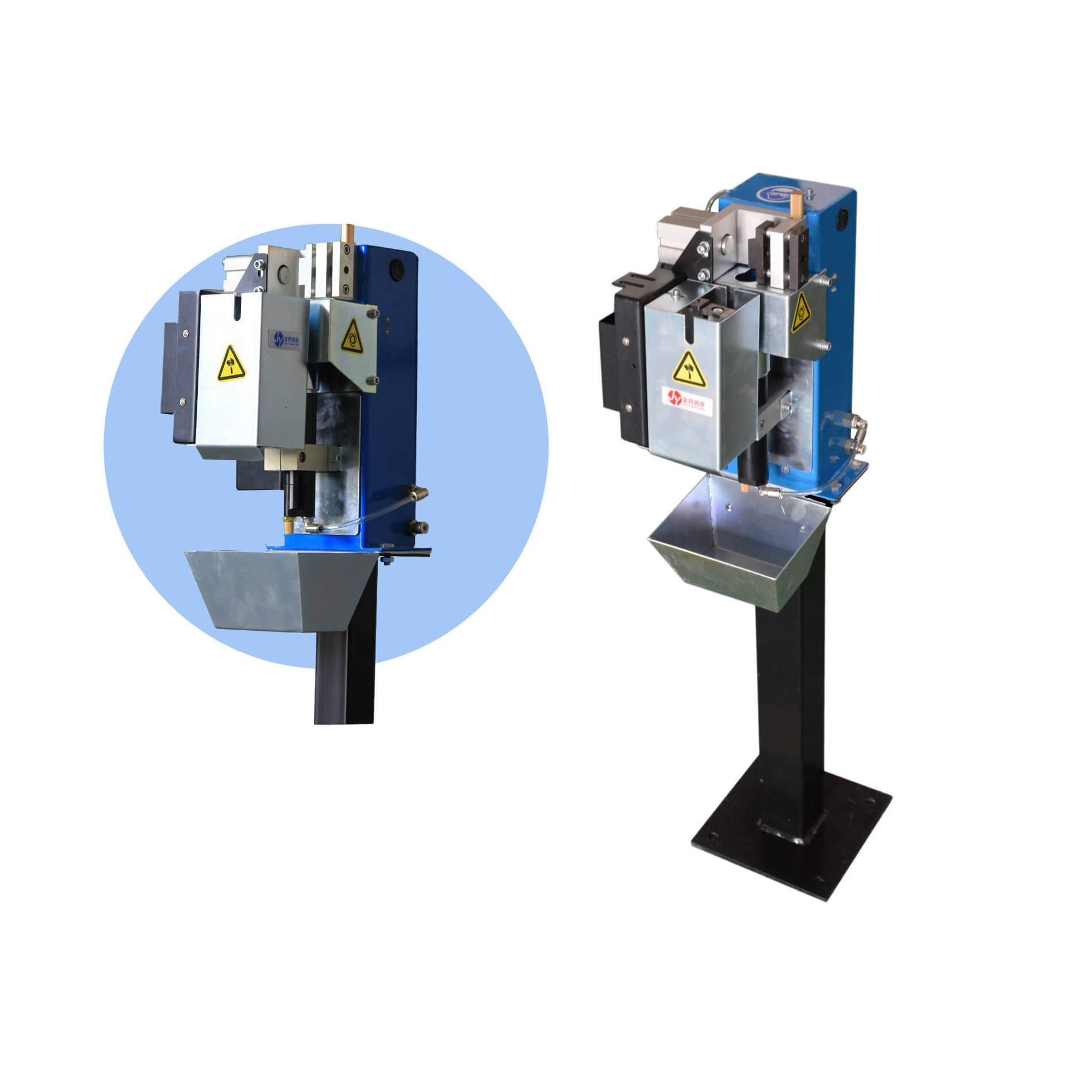 Robot Torch cleaning station
Robot Torch cleaning station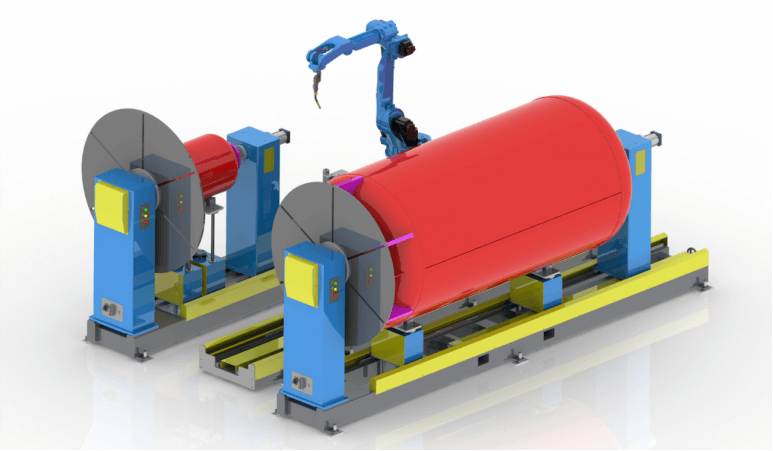 Welding Robot Workstations & Automation Solutions
Welding Robot Workstations & Automation Solutions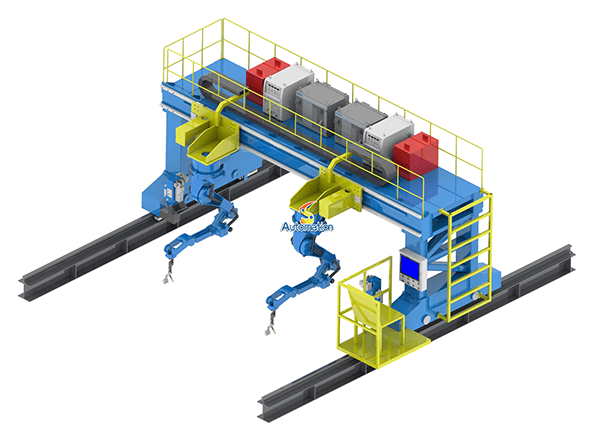 Robot Gantry System
Robot Gantry System
You’re halfway through a weld on a massive frame when the robot arm stops dead. “Joint limit reached.” Again. You look at the remaining seam, just out of reach, and start mentally calculating the rework time.
Sound familiar? Reach limitations are one of the most common—and most frustrating—bottlenecks in robotic welding cells. Whether you’re working with large structural components, multiple fixtures, or complex geometries, a fixed-base robot often leaves valuable capacity on the table.
The good news? You don’t necessarily need a bigger, more expensive robot. Here are three practical ways to expand your robot’s effective working envelope without breaking your budget.

1. Welding Positioners: Move the Part, Not the Robot
Sometimes the simplest solution is to stop fighting the geometry and let the workpiece come to the robot.
A welding positioner rotates and tilts your part into the optimal orientation, bringing seams into the robot’s sweet spot. Instead of the arm stretching to awkward angles—compromising speed, accuracy, and torch angle—you keep the robot in its most productive posture while the positioner does the heavy lifting.
Real-world impact:
-
Horizontal downhand welding becomes possible on vertical seams
-
Reduced robot wear from extreme joint configurations
-
Often eliminates the need for multiple robot stations on large parts
For box beams, tanks, or any rotationally symmetric work, a positioner frequently pays for itself by eliminating repositioning downtime. We’ve seen shops cut cycle times by 30% just by adding the right positioner to an existing cell.
2. Gantry Systems: When the Part Stays Put
Some parts can’t be rotated. Ship sections. Vehicle frames. Massive fabrications where the weldment itself weighs tons. For these applications, gantry system -mounted robots bring the motion to the part.
A gantry system suspends your robot on an overhead beam, giving it linear travel along one or two axes (X-Y, sometimes X-Y-Z). Suddenly that “fixed” robot has a workspace measured in meters instead of millimeters.
Key advantages:
-
Maintains floor space—everything travels overhead
-
Handles extremely large or heavy workpieces that positioners can’t manage
-
Multiple robots can share a single gantry track for coordinated welding on massive structures
The trade-off? Gantry systems require structural planning. You need adequate ceiling height and load-bearing infrastructure. But for shipyards, heavy equipment manufacturers, and structural steel fabricators, they’re often the only practical path to full automation.

3. Linear Tracks (Floor-Mounted Travel): The Middle Ground
Not ready for overhead structures? Need more reach than a positioner provides? Linear tracks—also called robot traveling axes or seventh axes—mount your robot on a floor rail system, extending its reach along a straight line.
This is arguably the most versatile solution because it scales with your needs:
-
Single-station expansion: One long track with multiple fixture locations
-
Tandem operations: Two robots on parallel tracks working opposite sides of a large part
-
Cell flexibility: Robot services multiple workstations along the track, loading and welding sequentially
Linear tracks shine when you have long seams (think trailer manufacturing, rail cars, or large tanks) or when you want one robot to serve several fixed stations without the complexity of a full gantry.
Installation reality check: Floor tracks need level foundations and debris protection. In welding environments, sealed rail systems with covered racks prevent spatter and slag from causing maintenance headaches six months down the road.
Which Solution Fits Your Shop?
There’s no universal answer—it depends on your parts, your floor space, and your production patterns:
| If your challenge is… | Consider… |
|---|---|
| Medium parts, complex angles, optimal torch position | Welding positioner |
| Massive fixed structures, overhead space available | Gantry system |
| Long linear seams or multi-station flexibility | Linear track |

Often the best solution combines approaches. A gantry-mounted robot working above a part positioned on a tilt-rotator. A linear track feeding multiple positioner stations. The goal isn’t just reach—it’s productive reach, where the robot spends more time welding and less time repositioning.
“My robot can’t reach” usually means “my robot is fixed in space when it shouldn’t be.” Whether you rotate the work, move the robot overhead, or extend its floor travel, expanding the working envelope transforms a limited cell into a flexible production asset.
Before you spec a larger robot with longer links and more joints—more cost, more complexity, more maintenance—consider whether the real constraint is the robot itself, or just where it’s standing.
Need help sizing a positioner, gantry, or track system for your specific parts? Our application engineers run reach studies and cycle time simulations to prove the solution before you invest. [Contact us] for a feasibility analysis.